Somos fabricantes especialistas
Mais de 75 anos de experiência em projeto e fabricação de ferramentas de laminação, fabricamos todas as nossas ferramentas em nossas instalações “do início ao fim”, incluindo tratamento térmico e revestimentos
Mais de 75 anos de experiência em projeto e fabricação de ferramentas de laminação, fabricamos todas as nossas ferramentas em nossas instalações “do início ao fim”, incluindo tratamento térmico e revestimentos
Resposta garantida em 24 horas. Nossa equipe de atendimento ao Cliente atenderá e resolverá suas dúvidas e proporcionará a melhor solução às suas necessidades.
Todas as nossas ferramentas de laminação são retificadas, atendendo assim aos mais altos padrões de qualidade e precisão, garantindo uma excelente performance das ferramentas.
Os mais prestigiados fabricantes de parafusos especiais e peças roscadas confiam na Heroslam como seu principal fornecedor de ferramentas de laminação. Estabelecemos relações comerciais de longo prazo com nossos clientes, tornando-nos seus parceiros preferenciais nas soluções de laminação de roscas
Nosso exclusivo processo de fabricação, combinado com o nosso tratamento térmico especial e tecnologias em revestimento, nos permite uma longa vida útil da ferramenta para as mais variadas aplicações.
Presentes em mais de 35 países, nossa extensa rede de agentes e distribuidores nos permite abordar de maneira eficaz os mercados internacionais de forma global.
Material used in the manufacture of flat, cylindrical and planetary thread rolling dies for both mechanically and dimensionally demanding applications. The profile of thread rolling tools manufactured from D2 wears down progressively. This causes the bottom of the thread to go from having a radius to becoming a flat zone, even if the geometric dimensions of the threaded part are correct. As a result of this effect, the size of the radius of the bottom of the threaded part increases and, in turn, the roughness in this area of the profile grows significantly, diminishing the quality of the threaded part.
The end result is an excessive inconsistency between the parts threaded at the beginning and the end of the thread rolling tool's service life and a very high level of roughness on the radii of the bottom of the threaded parts. The tools that HEROSLAM manufactures using M2 material maintain a great consistency with regard to the dimensions and quality of the final product throughout the majority of the thread rolling tool's life cycle. The effects of wear and tear become apparent only in the final stretch of the thread rolling tool's life cycle and not during the majority of its service life, as may occur in the case of a tool manufactured using D2 material.
In this aspect, what distinguishes HEROSLAM from its competitors is the GOGOR (GG) treatment, which markedly increases the thread rolling tool's service life (see TREATMENTS). The application of this GG coating developed in-house by HEROSLAM allows our customers to carry out fewer machine preps and changes, minimizing machine down time. All of this entails a significant reduction in manufacturing costs, which translates into lower cost per piece. HEROSLAM recommends using M2 to thread stainless steel parts and treated pieces, as long as they do not exceed a hardness of 36HRC.
Consideramos que um aço de alta qualidade é fundamental para produzir ferramentas de laminação de qualidade, e por isso somente trabalhamos com as mais prestigiosas siderúrgicas da Europa.
A escolha do material adequado para cada aplicação de laminação é fundamental para obter um rendimento ótimo das ferramentas. Por isso, trabalhamos com uma ampla gama de materiais, dependendo da necessidade de cada cliente.
Em estreita colaboração com nossos fornecedores de aço, somos pioneiros em atividades de P&D para o desenvolvimento de novas ligas de materiais e novos matérias concebidos para aumentar a vida útil e performance das ferramentas.

Dispomos de nossas próprias instalações para tratamento térmico e revestimento. Graças a isso, somos referência em estudos e desenvolvimentos de revestimentos especiais que melhoram a vida útil de nossas ferramentas. Isso nos permitiu desenvolver a nossa própria nitretação, e também o GOGOR (GG), amplamente reconhecido pela indústria de fixadores com uma melhoria enorme em performance em laminação de produtos de alta complexidade, como por exemplo altas durezas (classes 8.8., 10.9 e 12,9), além de materiais como aço inox, titânio ou inconel.

Somos especialistas na fabricação de ferramentas de laminação retificadas
As ferramentas de laminação fabricadas por retificação oferecem uma maior precisão e maior durabilidade que as ferramentas produzidas mediante outros processos de fabricação como o fresado ou usinado. Por isso, na Heroslam somos especialistas em tecnologias de retificação e todas as nossas ferramentas são fabricadas mediante processos de retificação, oferecendo a nossos clientes ferramentas de precisão e longa duração.
Realizamos o processo de fabricação do início ao fim em nossas próprias instalações, incluindo os tratamentos térmicos e revestimentos.


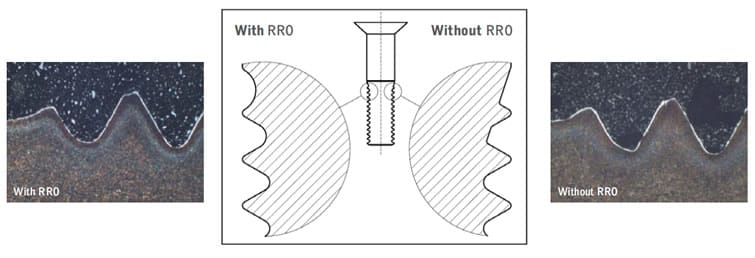
Graças à nossa ampla experiência focada exclusivamente em processos de laminação, projetamos nossos próprios perfis de rosca e especiais (RRO).
Graças a nossa tecnologia avançada e ao nosso moderno “estado da arte”, produzimos ferramentas com perfis customizados e chanfros especiais (RRO) de acordo com as necessidades de nossos clientes, sendo assim, alcançamos altos níveis de qualidade de laminação e vida longa às nossas ferramentas.
Heroslam é membro das seguintes associações:





